

 Аккумуляторы
Аккумуляторы Пуско-зарядные устройства
Пуско-зарядные устройства Аксессуары
Аксессуары Сварочные аппараты
Сварочные аппараты Сварочные маски
Сварочные маски Сварочные аксессуары
Сварочные аксессуары Сварочные расходники
Сварочные расходники Компрессоры
Компрессоры Пневмоинструмент
Пневмоинструмент Генераторы
ГенераторыКак правильно выставить сварочный ток на аппарате ручной дуговой сварки?
Многие люди поддаются маркетинговым уловкам и рекламе и покупают сварочные аппараты избыточной мощности, 200-250 ампер, которые больше габаритами и дороже. Однако, сварочным аппаратом максимальной мощностью 140 ампер можно сварить любые бытовые конструкции.

В начале работы
важно правильно подобрать силу тока. Это может доставить некоторые
сложности не опытным сварщикам. Можно придерживаться следующего алгоритма
действий: если дуга не стабильная, гаснет, значит сила тока слишком низкая.
Поверните регулятор силы тока немного вверх, но только с небольшим шагом, не
более 5 ампер. Попробуйте поварить. Продолжайте этот процесс до тех пор, пока
дуга не станет легко поджигаться, в процессе сварки будет образовываться много
беспорядочных брызг, шарик металла в сварочной ванне будет сложно контролируем.
Теперь ток установлен слишком высоко, появляется ощущение, что дуга
"жесткая". Поверните регулятор силы тока обратно в противоположном
направлении такими же небольшими шагами, пока дуга не станет стабильной,
"мягкой", а сварочная ванна будет легко контролироваться. Сварка
правильно подобранным током, даже на слух воспринимается приятнее, звук более
приглушенный, равномерный, отсутствует сильный треск и чрезмерное
искрообразование.
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 20-40 |
2,0 | 30-60 |
2,5 | 50-90 |
3,0 | 70-120 |
3,2 | 80-140 |
4,0 | 110-170 |
5,0 | 150-200 |
Теоретически, на 1 мм толщины свариваемого метала необходимо 30-40 ампер, но более точный параметр силы тока подбирается в процессе работы, исходя из положения свариваемого шва в пространстве и типа электрода. Например, при нижнем горизонтальном шве, сила тока устанавливается на 10-20% выше чем при вертикальном или потолочном.
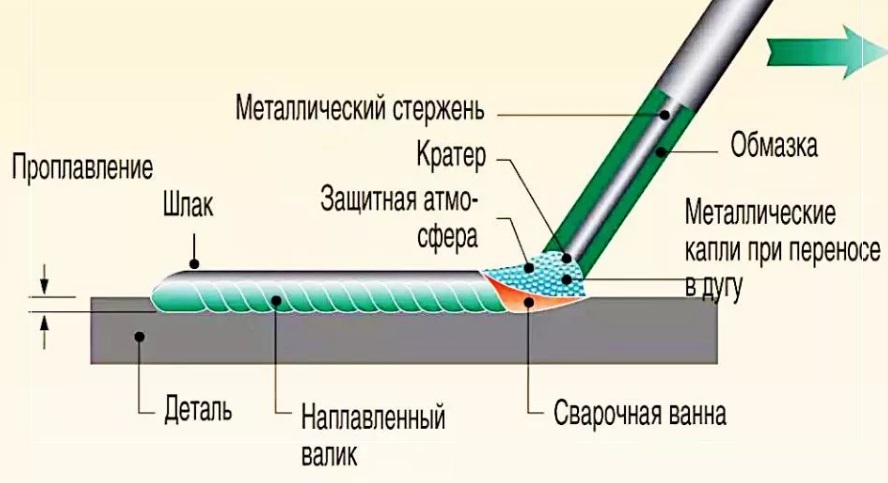
При подборе
сварочного тока, так же учитывайте то, что качество сварки зависит еще и от
длины дуги. Чрезмерное увеличение длины дуги снижает устойчивость ее горения,
уменьшает глубину проплавления, повышает частоту обрыва дуги при сварке,
увеличивает потери (угар, разбрызгивание), ухудшает форму и размеры сварного
шва, усиливает воздействие окружающей атмосферы на расплавленный металл. Короткая
дуга обеспечивает наилучшее качество сварного шва. Рекомендуемая длина дуги для
электродов указана в их паспорте.
Пробуйте,
тренируйтесь и у вас обязательно все получится!
Похожие статьи

Самый необходимый инструмент для сварки
Вспомогательный инструмент для сварочных работ – обязательный перечень. Металл обрабатывался людьми на протяжении тысяч лет. С течением времени методы и технологии, используемые для производства и..

Как выбрать сварочную маску
Как выбрать сварочную маску? Существует множество параметров отличающих сварочные маски: - обычная с темным стеклом или с автоматически затемняющимся экраном, - фиксированная или измен..

Выбор сварочных электродов
Сварка это непростой процесс для освоения которого требуется много практики и знаний о процессе и материалах. Одна из сложностей в том, что недостаточно выбрать качественное оборудование и расходные м..

Как сварить толстый металл
Как сварить толстый металл?:Для начала посмотрите таблицу по сварке мягкой стали в один проход:3,2мм - 125 Ампер6,4мм - 250 Ампер9,5мм - 375 Ампер12,7мм - 500 АмперЧтобы сварить толстый металл на 3,2м..

Диоптрические линзы для сварочной маски. В наличии!
Диоптрическая линза для сварочной маски. Необходима сварщикам у которых слабое зрение. В наличии диоптрии 1.0, 1.5, 2.0, 2.5, 3.0.Вставляются в специальные крепления на внутренней стороне маски.h..

Электроды по алюминию
Друзья, думаем все знают, но на всякий случай скажем, что у нас есть электроды по алюминию!Производятся в США, Amicron welding alloys Alutek 5S.Предназначены для сварки чистого алюминия и его сплавов,..