

 Аккумуляторы
Аккумуляторы Пуско-зарядные устройства
Пуско-зарядные устройства Аксессуары
Аксессуары Сварочные аппараты
Сварочные аппараты Сварочные маски
Сварочные маски Сварочные аксессуары
Сварочные аксессуары Сварочные расходники
Сварочные расходники Компрессоры
Компрессоры Пневмоинструмент
Пневмоинструмент Генераторы
ГенераторыСварка во время войны. Начало.
Друзья! Данной статьёй мы открываем цикл к 75-летию победы. Начнем с описания процесса производства брони в фашистской Германии. Говорят, противника нужно уважать, вот им и первый ход!
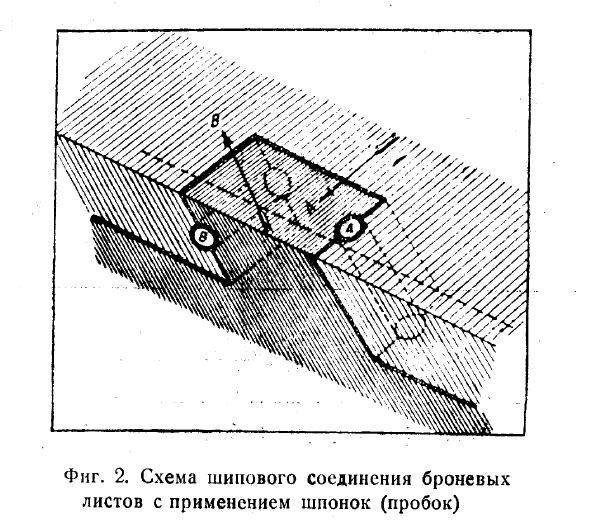
Прежде, чем приварить броню на место, её нужно вырезать. Для этих целей немцы пользовались, преимущественно, газовой резкой. В этой области они сильно преуспели благодаря фирме Messer & Co. GmbH. Расположенная во Франкфурте компания, ещё в 30-х годах, разработала оборудование для автоматической газовой резки. Броня вырезалась под шиповое соединение.
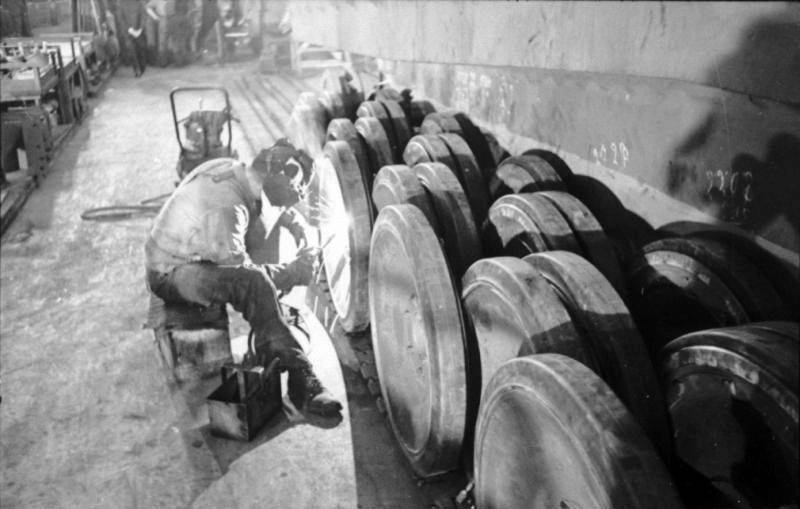
Сварка же велась исключительно вручную. Не имея боёв на своей территории, Германия не испытывала дефицита в квалифицированной рабочей силе. Доходило до того, что отдельный сварщик закреплялся за конкретным швом.
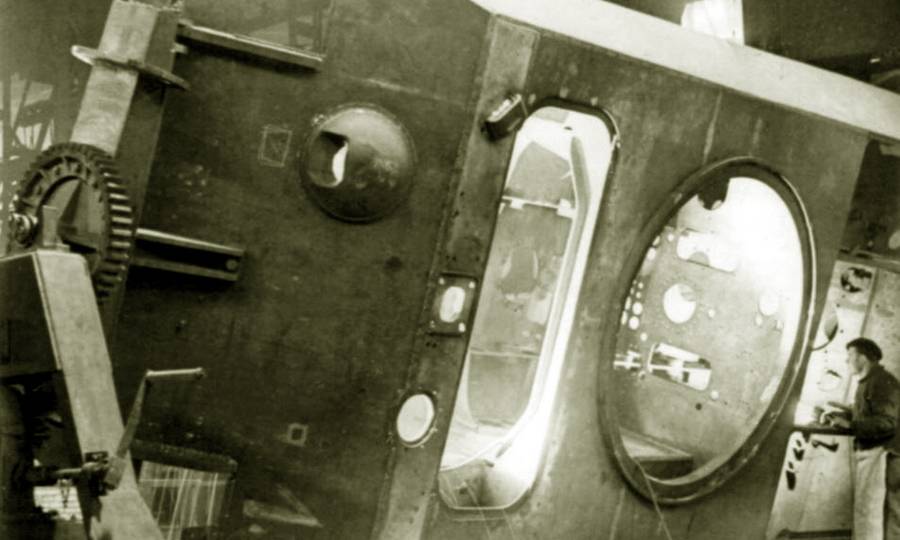
При сварке использовались аустенитные электроды толщиной до 5 мм. Броню, в местах соединения, предварительно отпускали при температуре 500-600 градусов и сварка велась при температуре 150-200 градусов. Это было необходимо для исключения образования трещин в местах соединения очень твёрдой и не пластичной брони. Сварку танковых корпусов немцы проводили на огромных кантователях. Кантователь представлял собой конструкцию, на которой вращался вокруг продольной оси корпус немецкого танка. Привод был либо ручной, либо электрический.

Большой проблемой при изготовлении брони было трещинообразование в месте сварки. С этим столкнулась и Германия и Советский союз.
В следующую пятницу расскажем о наших союзниках и о том, что, в официальных письмах, про сварку писал президент Рузвельт.
Похожие статьи

Сварка во время войны. Часть 2.
В сегодняшней публикации из цикла “Сварка во время войны” мы расскажем о союзниках. Преимущественно о США.Американский подход сильно отличался от остальных основных участников. В начале войны Армия ст..

Сварка во время войны. Часть 3.
С сегодняшнего выпуска из цикла “Сварка во время войны” мы будем рассказывать о достижениях Советского Союза. В первую очередь - о человеке, внёсшем огромный вклад в дело победы. Евгений Оскарович Па..

Сварка во время войны. Часть 4.
В прошлой статье мы рассказывали про автоматическую сварку, разработанную в СССР. Сегодня же история будет про достижения подводные! К годам войны многие страны подошли с наработками в области резк..

Сварка во время войны. Часть 5.
В одной из прошлых статей мы рассказывали об одном из самых больших достижений сварщиков в годы войны - внедрении автоматической сварки под флюсом, особенно в производстве танков. В этом большая заслу..