

 Аккумуляторы
Аккумуляторы Пуско-зарядные устройства
Пуско-зарядные устройства Аксессуары
Аксессуары Сварочные аппараты
Сварочные аппараты Сварочные маски
Сварочные маски Сварочные аксессуары
Сварочные аксессуары Сварочные расходники
Сварочные расходники Компрессоры
Компрессоры Пневмоинструмент
Пневмоинструмент Генераторы
ГенераторыСварка во время войны. Часть 3.
С сегодняшнего выпуска из цикла “Сварка во время войны” мы будем рассказывать о достижениях Советского Союза. В первую очередь - о человеке, внёсшем огромный вклад в дело победы.
Евгений Оскарович Патон.
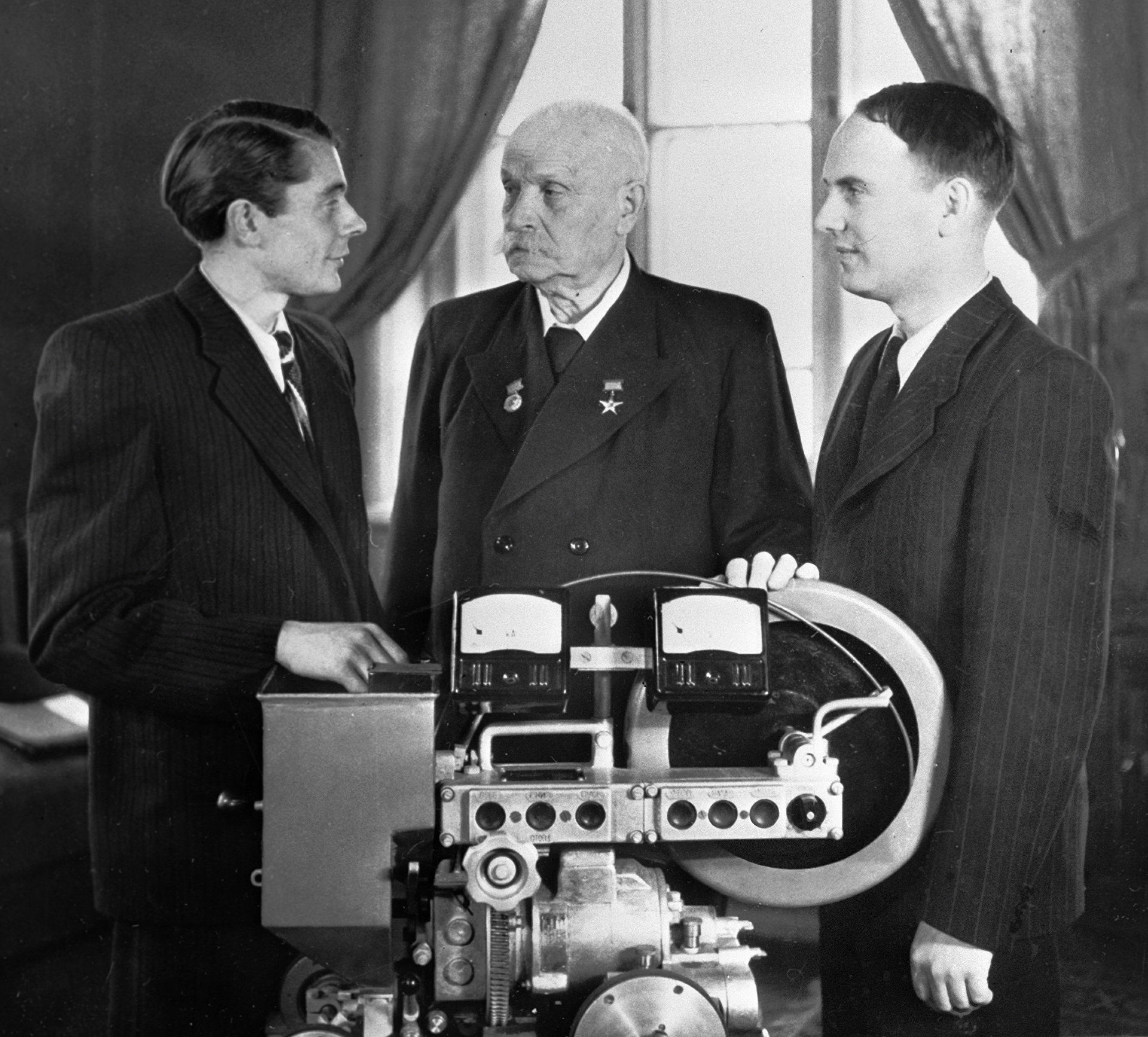
Русский и советский учёный-механик и инженер, работавший в области сварки, мостостроения и строительной механики. Директор Института электросварки Академии наук Украинской ССР в Киеве, который с 1953 года носит его имя. Герой Социалистического Труда (1943), лауреат Сталинской премии.
Родился 4 марта 1870 года в Ницце в семье русского консула, бывшего военного инженера (капитана лейб-гвардии Конно-пионерного дивизиона). В 1894 окончил Дрезденский политехнический институт по специальности инженер-строитель. В 1896 выпустился из Санкт-Петербургского Института инженеров путей сообщения. Далее работал в техническом отделе Николаевской (Петербургско-Московской) железной дороги. Позже возглавлял технический отдел службы пути Московско-Ярославско-Архангельской железной дороги. Одновременно с производственной деятельностью занимался научной и педагогической работой. В 1904 года переехал в Киев, где продолжил научную деятельность в стенах Киевского политехнического института.
Во время Первой мировой войны, во главе группы инженеров и студентов подготовил несколько проектов разборных шоссейных и железнодорожных мостов для нужд русской армии. В последствии их называли “мосты Патона”. Патон заложил основы новой отечественной школы мостостроения. За период с 1896 по 1929 годах создал 35 проектов мостов, в том числе Мухранский мост в Тбилиси, шоссейные мосты через реки Сож, Рось, Днепр и ряд железнодорожных мостов. Автор значительного числа научных исследований в области прочности, устойчивости и динамики мостов.

В 1929 году Патон занялся проблемами электросварки. “Моё решение серьёзно заняться электросваркой и целиком посвятить себя ей некоторые мои коллеги в Академии наук УССР встретили с недоумением, а кое-кто даже с иронией... “Что это такое - сварка? Занятие для инженера. Но не для ученого... Нет, нет!” - слова Патона о своём решении и реакции на него. До сих пор в СССР электросварке уделялось крайне мало внимания, но начавшаяся индустриализация требовала это изменить. В Киеве были организованы сварочная лаборатория и Электросварочный комитет. В 1930-е годы Патон опубликовал первые монографии, в которых обобщил основные принципы расчета и проектирования сварных конструкций. Занимался различными аспектами, связанными со сварными соединениями и конструкциями, с их прочностью, оптимальной формой, реакцией на различные воздействия, в том числе на статические и динамические нагрузки, свойствами сварочной дуги и сварочного шва, механизацией и автоматизацией сварочных работ и другими. В 1932 году под его руководством была разработана автоматическая сварочная головка для сварки открытой дугой. Создатель поточного метода сварочных работ, разрабатывал промышленные поточные линии. Автор технологий сварочных работ в особых условиях и особой сложности.
Одной из самых ярких заслуг Патона считается внедрение автоматической сварки, в том числе и в сварку танковой брони. В 1938 году институт спроектировал установку для автоматической сварки продольных балок железнодорожных платформ. Чертежи послали заказчику - Нижне-Тагильскому вагоностроительному заводу. В ответ пришло письмо: «Скорость сварки, предусмотренная проектом, - десять метров в час - нас уже не устраивает. Пока шла переписка между заводом и институтом, пока у вас в Киеве создавались чертежи, стахановцы-сварщики нашего завода почти вдвое обогнали будущий институтский автомат».
Автоматическая сварка уже давно не новость, Славянов создал первый в мире сварочный автомат. Но первым образцам трудно было угнаться за ручным электродом. Опытные сварщики применяли очень большой ток, до 400 ампер. Это позволяло в несколько раз увеличить скорость сварки. Но для большого тока нужны были толстые электроды с толстой обмазкой. Во время сварки обмазка расплавлялась, предохраняя шов от окисления. Обмазка выполняла кроме этого и множество других функций. В ее состав входят соединения титана, кальция, которые делают устойчивым горение дуги; марганцевая руда, полевой и плавиковый шпаты, рутил, способствующие образованию шлака; ферросплавы, восстанавливающие окислы; крахмал, древесная мука, целлюлоза, благодаря которым при сварке выделяются газы, защищающие шов от окисления. Все эти вещества должны создавать пластичную массу — для этого их замешивают на каолине и жидком стекле. При ручной сварке толщина электрода не помеха — короткий стержень может быть любого диаметра. В автомате же электрод представляет собой непрерывную проволоку. Проволоку нужно свернуть в рулон, а сделать это с толстым, да еще покрытым обмазкой стержнем невозможно. Есть и еще одна трудность. Большой ток нужно подводить как можно ближе к месту сварки. У ручного электрода для этого зачищается конец.
После долгих поисков институт преодолел эти трудности. Была создана специальная проволока крестообразного сечения. Ребра стального креста выступали из-под слоя обмазки. К ним можно было подвести ток почти у самой точки сварки. Именно этот новый, снабженный крестообразной проволокой автомат и обогнали Нижне-Тагильские рабочие. Институт стал в тупик. Повышать дальше сварочный ток на таком автомате было невозможно - несмотря на обмазку металл разбрызгивался, качество шва становилось хуже.
Нужно было искать принципиально новое решение. Его нашли, как ни удивительно, опять среди открытий Славянова. Славянов применял при сварке флюс — битое стекло. В институте решили отказаться от обмазки и покрыть шов толстым слоем порошкообразного флюса. Это не только позволяло повысить силу сварочного тока, но и сделало сварку безвредной. Флюс скрывал от глаз ослепительную дугу и почти полностью устранял выделение вредных газов. Кроме того, и это, пожалуй, самое важное, флюсовая защита снижала потери энергии дуги, не давая ей рассеиваться, как бы собирая ее в фокусе. Увеличилась глубина провара, повысилась производительность, лучше стало качество сварки.
Но производство подгоняло. Месяцами сотрудники института работали без выходных: создавался флюс. Основа его была та же, что у Славянова, но состав неизмеримо сложнее. Диоксид кремния, оксид марганца, фторид кальция, оксид магния, оксид алюминия — неполный перечень веществ, входящих во флюс. И вот, наконец, наступил день, когда в институт съехались представители десятков предприятий и научно-исследовательских учреждений страны.
Воспоминания Патона: «Тот день, когда впервые была проведена перед гостями открытая демонстрация скоростной автоматической сварки под флюсом, навсегда вошел в историю института и, пожалуй, до сих пор живет в памяти каждого его сотрудника. И внешний вид сварки и скорость, с которой двигалась головка, поразили всех делегатов. В лаборатории слышались их восклицания: — Тридцать метров в час! В шесть-семь раз быстрее хорошего сварщика! А когда, наконец, два стальных листа толщиной почти в полтора сантиметра были сварены встык в один проход и взглядам гостей открылся красивый, серебристый шов, все собравшиеся у станка невольно зааплодировали».
После начала войны, уже будучи на Урале, Институт развернул свою работу прямо на танкостроительном заводе. Нужно было срочно внедрять в производство все новейшие достижения науки, нужно было создавать автоматы для сварки танковой брони. Сотрудники института пришли инструкторами в цехи завода. Первый «АСС» (аппарат скоростной сварки) изготовили прямо в мастерской института. Не хватало рабочей силы — токарей, фрезеровщиков, строгальщиков. В мастерской появились подростки пятнадцати шестнадцати лет, дети сотрудников института. «Механизированный детский сад» возглавили лаборанты М. Н. Сидоренко и Л. М. Богачек. Вот в этой-то мастерской в конце 1941 года и «сошел с конвейера» первый аппарат «АСС» — аппарат для сварки танковой брони.
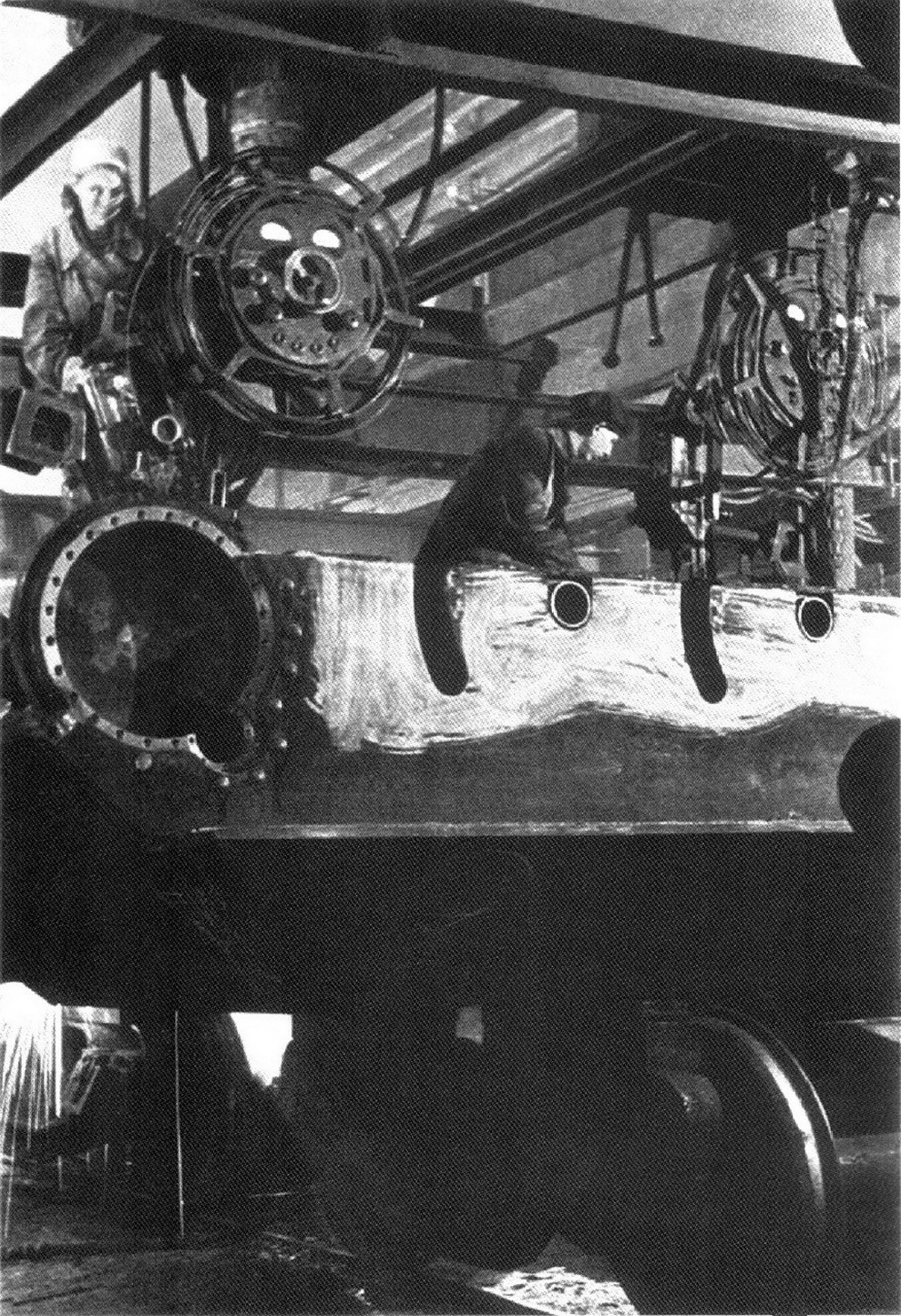
Вертикальная труба, при помощи которой к самоходной тележке крепилась вся сварочная и флюсовая аппаратура, придавала аппарату сходство с жирафом, вытянувшим шею. Аппарат так и называли «Жираф». В конце 1941 года на заводах страны действовали всего три автосварочные установки, в конце 1942 года их было уже 40, в конце 1943 года — 80, в марте 1944 года — 99, в декабре 1944 года— 133! К этому времени институт вел работу на пятидесяти двух заводах.

Академик Патон пишет в своих воспоминаниях: «Десятки тысяч боевых машин вышли из цехов со швами, сваренными под флюсом. К концу войны на корпусах танков уже вовсе не было швов, сделанных вручную. Выпуск танков для фронта увеличился в несколько раз.
До самого конца войны у немцев не было автосварки танковой брони, а у американцев она появилась только в 1944 году.
...Большую радость ощущал я и от того, что автосварка повысила надежность танков в сражениях, сделала их более огнестойкими. ...Однажды до нас дошла такая фронтовая легенда. В начале войны из Киева на Урал приехал старый академик со своими молодыми сотрудниками. И стал этот академик с длинными белыми усами ходить по цехам завода, останавливаться у каждого танка и выслушивать трубочкой все швы, сваренные автоматами. И если уж выпустит танк за ворота, то можно за машину быть вполне спокойным — не подведет в бою.Эта наивная история, в которой так причудливо преломилось то, чем мы занимались в действительности, глубоко тронула меня».
Окончилась война. Сварочные автоматы были переведены на мирное строительство. Были автоматизированы процессы сварки труб, резервуаров, домен, строительных конструкций — всего не перечтешь. В 1953 году в Киеве был построен полуторакилометровый мост через Днепр — самый большой в мире цельносварной мост. Применение сварки на строительстве этого моста позволило сэкономить 3300 тонн металла и сократить затраты труда на 97 400 человеко-часов. Мосту было присвоено имя академика Евгения Оскаровича Патона.
На следующей неделе, в пятницу, продолжим наш рассказ про советскую сварку во время войны. Расскажем более конкретно про танки, флот и авиацию.
Похожие статьи

Сварка во время войны. Начало.
Друзья! Данной статьёй мы открываем цикл к 75-летию победы. Начнем с описания процесса производства брони в фашистской Германии. Говорят, противника нужно уважать, вот им и первый ход! Прежде, чем пр..

Сварка во время войны. Часть 2.
В сегодняшней публикации из цикла “Сварка во время войны” мы расскажем о союзниках. Преимущественно о США.Американский подход сильно отличался от остальных основных участников. В начале войны Армия ст..

Сварка во время войны. Часть 4.
В прошлой статье мы рассказывали про автоматическую сварку, разработанную в СССР. Сегодня же история будет про достижения подводные! К годам войны многие страны подошли с наработками в области резк..

Сварка во время войны. Часть 5.
В одной из прошлых статей мы рассказывали об одном из самых больших достижений сварщиков в годы войны - внедрении автоматической сварки под флюсом, особенно в производстве танков. В этом большая заслу..